二十年精密钣金加工经验
首页
产品介绍
设备介绍
资讯
定制服务
关于我们
首页
>
资讯
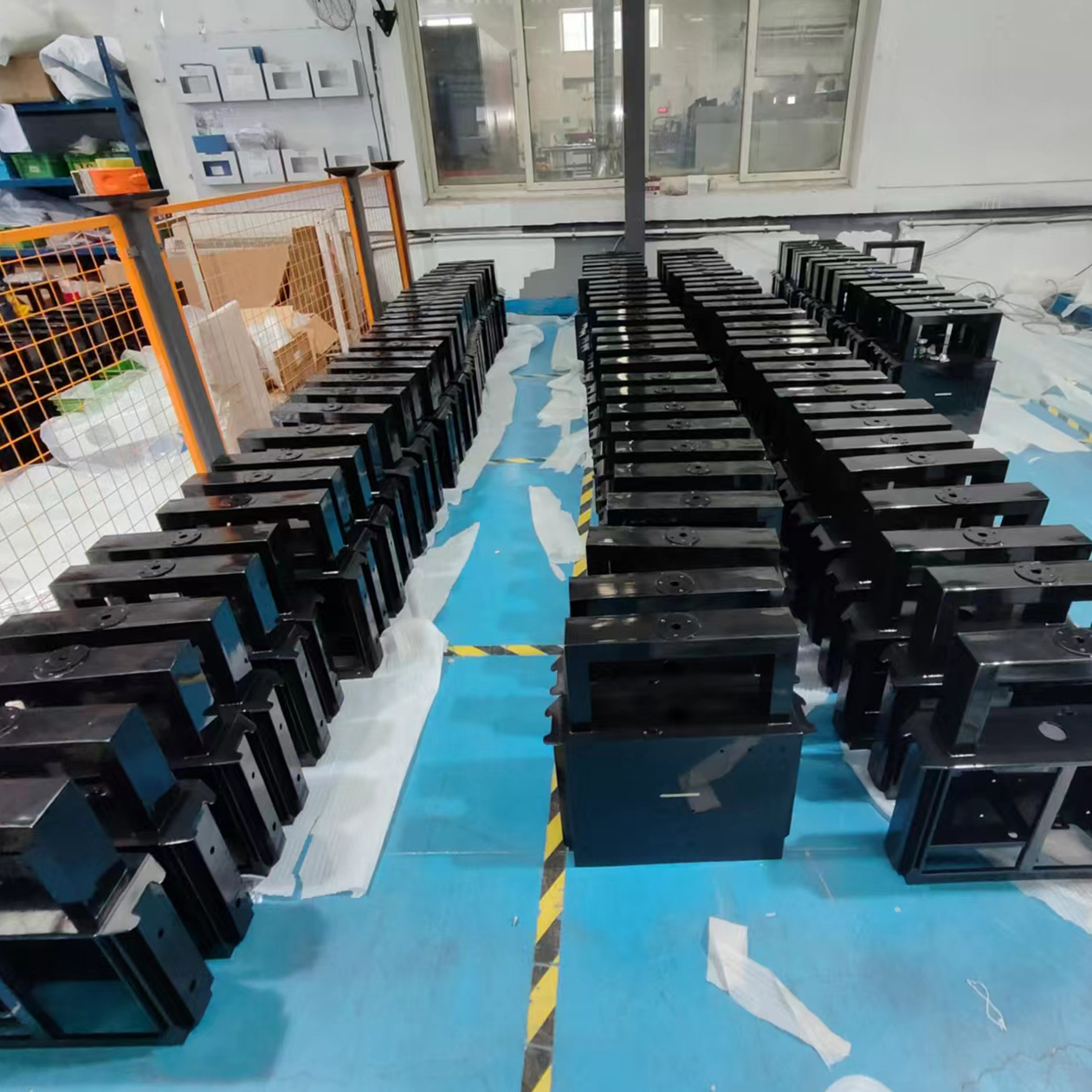
爱森钣金加工厂:设备保护罩钣金加工的详细过程
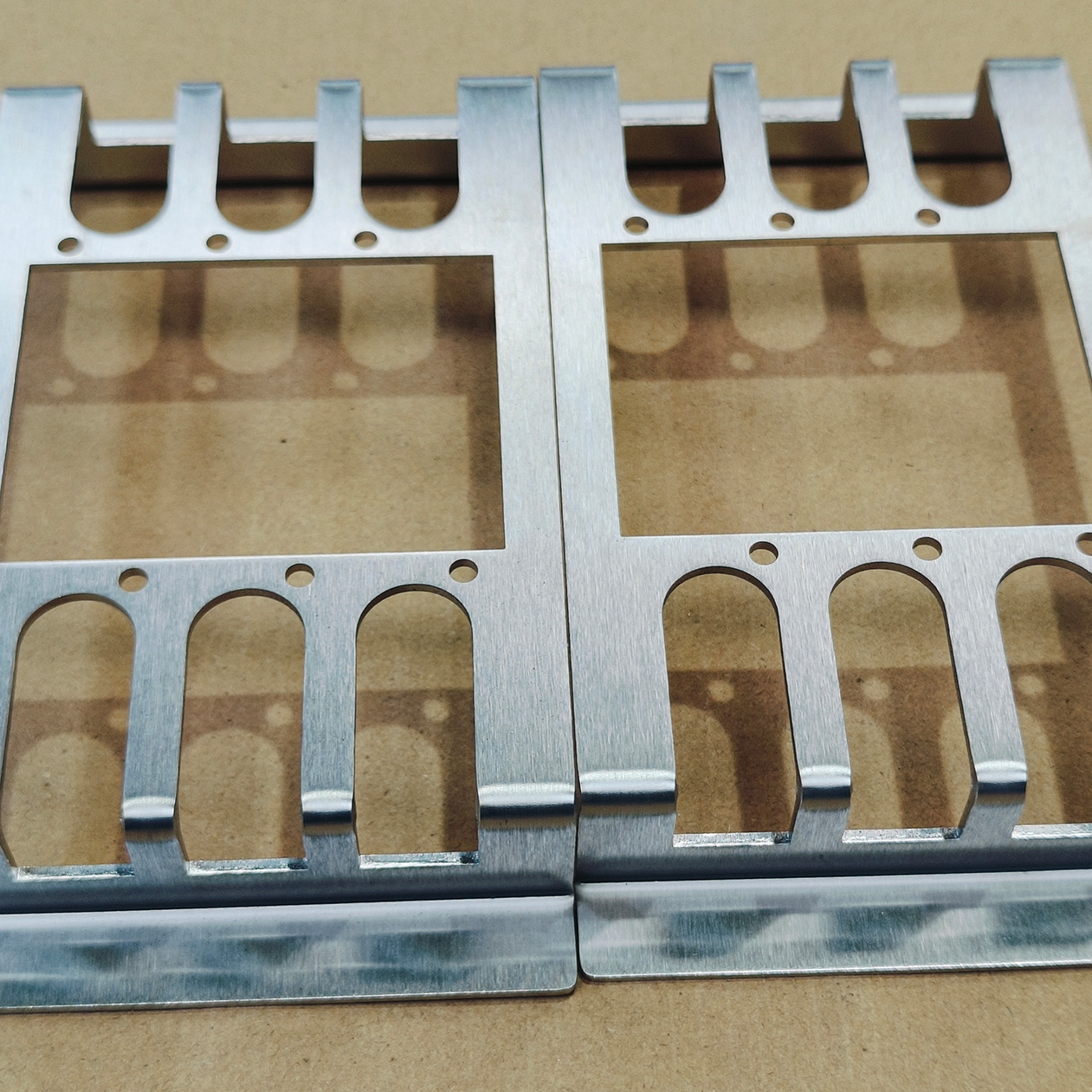
设备保护罩钣金加工是现代工业生产中不可或缺的一环,主要用于制造自动化设备、机床等设备的保护罩。其材质一般为金属材料,如钢板、铝板等,通过钣金加工技术将金属板材加工成各种外形复杂、精度高的零部件和结构件。
医疗钣金加工步骤和流程-沈阳爱森科技有限公司
对于刚开始从事医疗设备开发或采购工作的人员来讲,他们对零件定制加工的流程并不清晰,今天(沈阳爱森AISEN)便从医疗零件加工厂的角度出发,讲述医疗设备零件在定制加工方面的详细步骤和流程。整个过程会涉及到设计、报价、材料、加工、质检、装配(如果需要)、后处理、清洁和包装运输等方面。
半导体设备钣金加工厂家-沈阳爱森科技有限公司
沈阳爱森科技有限公司于2003年成立于辽宁省沈阳市,工厂现有厂区面积6000平米,公司是高端装备制造现代化企业,主要针对高精密钣金结构件、医疗器械零部件、半导体设备零部件、电子仪器设备设计与研发、制造的高端装备集成商.
无人机机库钣金外壳制造厂家-沈阳爱森科技有限公司
沈阳爱森科技有限公司拥有一支由资深工程师和技术专家组成的研发团队,具备丰富的无人机饭金设计经验和先进的制造技术。公司引进了一系列高精度、高效率的数控加工设备,包括激光切割机、数控折弯机、精密冲床等,确保每一块钣金外壳都能达到极高的精度和品质标准。
钣金加工的行业标准有哪些?-沈阳爱森科技有限公司
钣金件加工的精度等级:钣金件加工的精度等级分为a级、b级和c级,分别相当于jisb2201、jisb2202和jisb2203。这表明钣金件的加工精度有一定的标准,以确保产品质量的一致性。
半导体钣金外壳的质量控制
半导体钣金外壳的质量控制涉及多个关键环节,以确保产品的性能和可靠性。以下是一些关键的控制点:
半导体钣金的加工流程
在半导体行业中,配套设备的生产同样至关重要。半导体设备商依赖高质量的机架和金属钣金件,以确保其设备的性能和可靠性。本文将详细介绍半导体设备机架和金属钣金件生产的几个关键步骤:走工程拆解图纸、现场生产,以及喷涂装配。
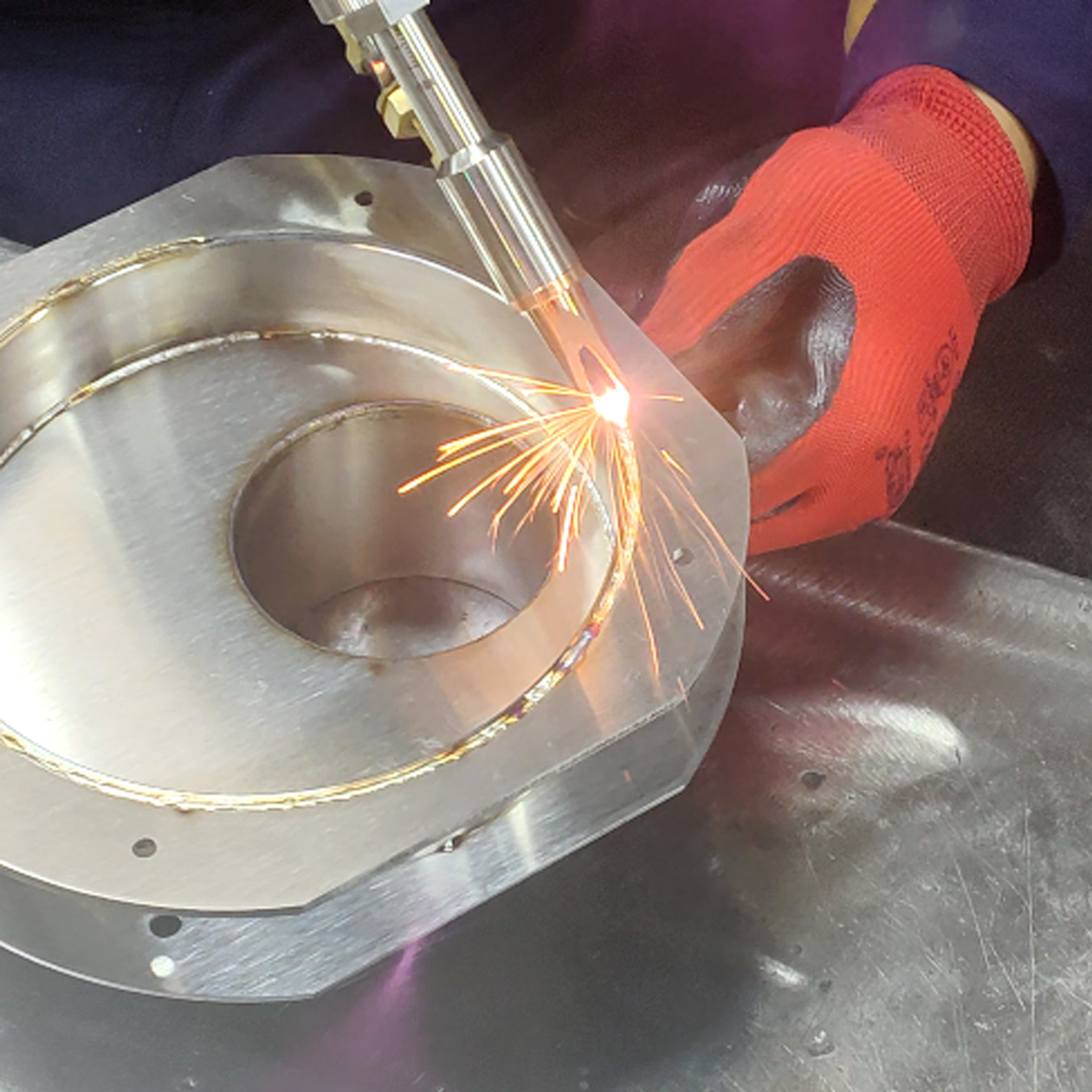
半导体钣金及医疗钣金行业焊接注意事项
在半导体和医疗行业,钣金机柜的生产对焊接工艺的要求极为严格。这些行业对产品的精度、洁净度和耐久性都有极高的标准,因此焊接工艺必须经过严格的控制和优化。本文将详细介绍在钣金机柜生产过程中,针对半导体和医疗行业高要求产品的焊接工艺注意事项。
沈阳爱森对钣金机箱外壳的要求有哪些?
机箱机柜的本身是具有良好的技术性能。具有抗震动、抗冲击、防尘、不怕辐射等性能,以便为设备正常工作提供相适应的环境和防护。 机箱机柜的内部可以安装制冷系统,采用智能温度控制,可根据环境温度高低启动或停止,散热效果。还可以安装PDU电源、L支架、理线架等重要的构件。的解决设备应用中的散热、大量线缆附设和管理、大容量配电及兼容不同厂商机架式设备的难题,从而使机房或数据等能够在高稳定性的环境下运行。
用于钣金加工的钢材有哪些?
用于钣金的钢铁材料是被称为铁系碳钢的所谓钢板材和不锈钢板材。说到钢铁材料时,也许大家会想到“铁”,但实际上作为板材使用的“铁”并不太多。因此,用于钣金的“铁”几乎都是“钢”。主要的铁系碳钢钣金材料有如下几种:
首页
上一页
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
下一页
末页